

Товары магазина Бигам

Toolberg
Бигам
790
Применяется для выполнения работ, требующих ударной силы. Преимущества Квадратная фрезерованная рабочая часть из кованой стали повышенной твердости покрыта черным лаком Рукоятка из фибергласа с резиновым покрытием исключает проскальзывание инструмента в руке, устойчива к высыханию, значительно гасит вибрацию, снижает утомляемость и создает дополнительный комфорт при работе

Лакра
Бигам
920
Ножовка по металлу Лакра 2601024 (300 мм., двухкомп. ручка) применяется для распила металлических заготовок, а также дерева и пластмассы различной толщины. Преимущества Обеспечивает ровный и точный распил заготовки с высокой производительностью Эргономичная двухкомпонентная рукоятка обеспечивает надежный захват, исключает проскальзывание инструмента в руке, что снижает утомляемость при работе и защищает руки от истирания
echo
Бигам
1179
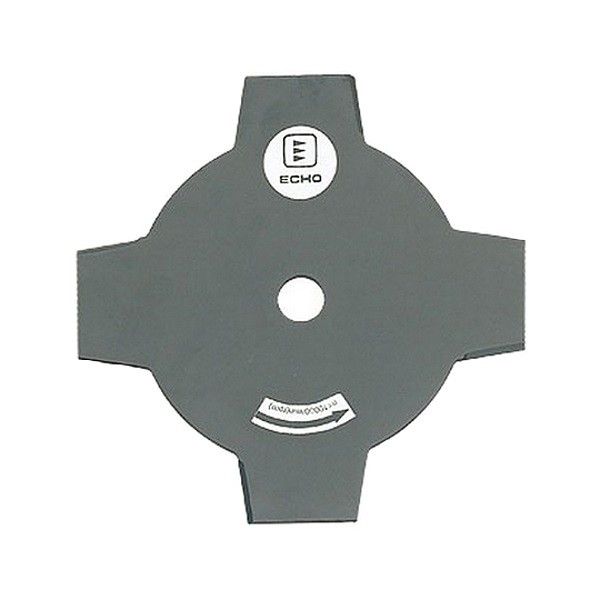
Нож металлический ECHO X400-000032 предназначен для триммеров и используется для кошения жесткой, густой сухой травы и сорняков. Толщина ножа - 2 мм.

Oregon
Бигам
954
Триммерная головка мини TAP & GO Oregon Q111138 подходит для малых триммеров Ryobi Oregon с диаметром лески менее 2.4 мм. Представляет собой катушку с леской, закрытую пластиковым корпусом. Применяется для срезания любых видов травы. Высокая эффективность кошения позволяет значительно уменьшить время работы. Головка является автоматической, подача лески осуществляется без участия оператора в процессе работы. Это происходит за счет центробежной силы при быстром вращении катушки. Использование качественных материалов гарантирует длительный срок эксплуатации.

Мидасот
Бигам
810
Мундштук к резаку Факел №2 предназначен для смешения газов и формирования струи пламени. Образовавшаяся смесь движется по каналу горючей смеси мундштука, на выходе из которого горит огонь. Режущий кислород истекает из центрального отверстия мундштука. Толщина разрезаемого металла: 12 до 60 мм.Мундштук является основной частью резака, который в процессе резки довольно быстро поддается изнашиванию. Для правильной работы необходимо знать верные размеры каналов подбираемого мундштука. Преимущества Конструкция мундштука позволяет рассеивать пламя и равномерно прогревать металл для комфортного реза Надежность и долговечность

Мидасот
Бигам
810
Мундштук к резаку Факел №1 предназначен для смешения газов и формирования струи пламени. Образовавшаяся смесь движется по каналу горючей смеси мундштука, на выходе из которого горит огонь. Режущий кислород истекает из центрального отверстия мундштука. Толщина разрезаемого металла: 5 до 20 мм. Мундштук является основной частью резака, который в процессе резки довольно быстро поддается изнашиванию. Для правильной работы необходимо знать верные размеры каналов подбираемого мундштука. Преимущества Конструкция мундштука позволяет рассеивать пламя и равномерно прогревать металл для комфортного реза Надежность и долговечность

Seller
Бигам
4545
Проволока нержавеющая хромоникелеваяSeller ER 308LSi (аналог проволоки СВ-04Х19Н9) используется для изготовления и ремонта конструкций, в которых требуется высокая коррозионная устойчивость - это оборудование для пищевой, химической, нефтяной промышленности, а также трубопроводов. Преимущества Предназначена для сварки аустенитных нержавеющих сталей (с содержанием Cr ~18%, Ni ~8%) Для полуавтоматической сварки в среде аргона или для аргонодуговой сварки Для сварки постоянным током (DC) Образует прочный шов, устойчивый к коррозии

DEKA
Бигам
291
Вольфрамовый электрод WT-20 красные. Сварка углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC). Наиболее распространенные вольфрамовые электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе. Преимущества При выполнении сварки с использованием электрода вольфрамового WT 20 необходима локальная вентиляция, поскольку при работе выделяется торий. Материал успешно применяют при работе на постоянном токе и с модифицированными источниками тока, имеется возможность изменения угла заточки электрода. Электроды сохраняют форму при незначительных сварочных токах, когда полностью вольфрамовые электроды начинают плавиться. При переменном токе они не рекомендованы.

Seller
Бигам
13230
Проволока SELLER ER-308LSi является коррозионностойкой хромоникелевой 20Cr/9Ni, сварочной проволокой аустенитного класса сплошного сечения сособо низким содержанием углерода, пригодной для сварки аустенитных нержавеющих сталей, марки 18Cr/8Ni, типа сталей марок AISI 301, 302, 304, 304L, 308 и308L, 03Х18Н11, 06Х18Н11, 08Х18Н10Т ит.п. Незначительное содержание углерода значительно снижает риск возникновения межкристаллической коррозии, аналичие кремния обеспечивает высокое качество сварного шва. Контролируемое содержание феррита, равное 5-10%, придает металлу шва высокую сопротивляемость кобразованию трещин. Содержание Si ~ 0.80 улучшает сварочно- технологические характеристики, ведет клучшей свариваемости кромок сварочной ванны, улучшает сварные свойства ивнешний вид сварного шва. Преимущества Применяется впищевой промышленности, химическом инефтехимическом машиностроении, могут применяться для сварки трубопроводов, изготовления емкостей, бойлеров Проволока имеет специальную обработку для создания отличной подачи истабильность дуги Технология высокоточной намотки слоями обеспечивает равномерную, бесперебойную подачу

DEKA
Бигам
1008
Пруток нержавеющий Deka ER308LSi 4.0мм (5 кг)является аналогом Св-04Х19Н19 и обеспечивает при сварочных работах высокое качество шва и его отличную коррозионную устойчивость.Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п. Преимущества Для сварки неплавящимся электродом в аргоновой среде Предназначен для сварки аустенитных нержавеющих сталей (с содержанием Cr ~18% и Ni ~8%) Для сварки постоянным током Химический состав C - 0.015 Mn - 1.42 Si - 0.73 S - 0.006 P - 0.024 Cr - 19.54 Ni - 9.1 Cu - 0.18 Mo - 0.06 N - 0.054
DEKA
Бигам
200
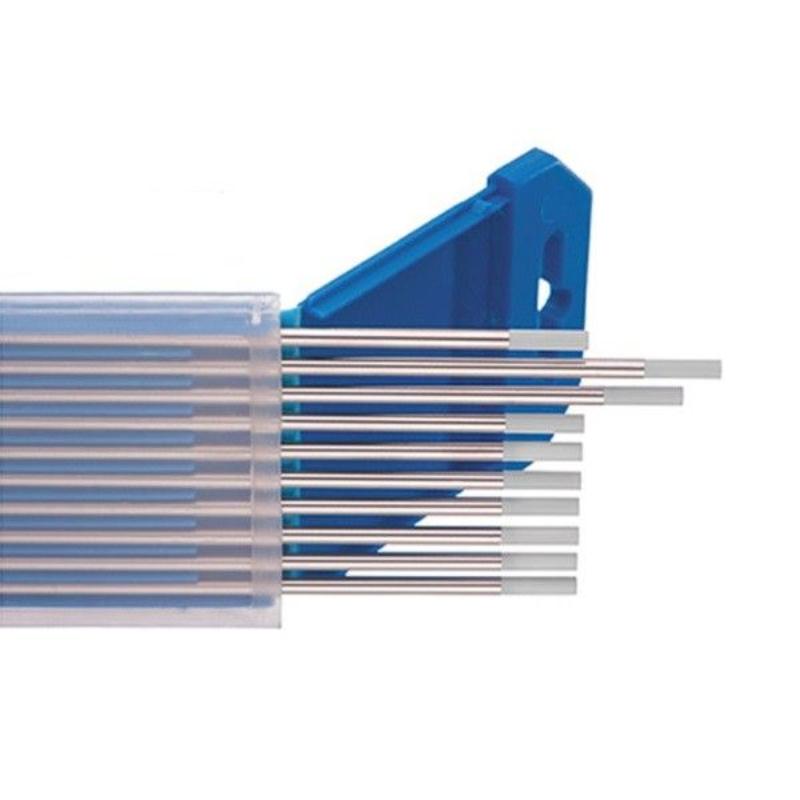
Вольфрамовые электроды WC-20 серые -предназначены для аргонодуговой сварки. Используется для сварки меди, титана, молибдена, нержавеющей стали и прочих схожих металлов. Подходит для сварочных работ постоянным и переменным током (AC/DC). Отличается высокими эксплуатационными свойствами и имеет незначительный расход во время сварочного процесса. Обладает хорошей зажигаемостью. Преимущества Сплав вольфрама с 2% оксида церия улучшает эмиссию электрода Улучшает начальный запуск дуги и увеличивает допустимый сварочный ток

DEKA
Бигам
287
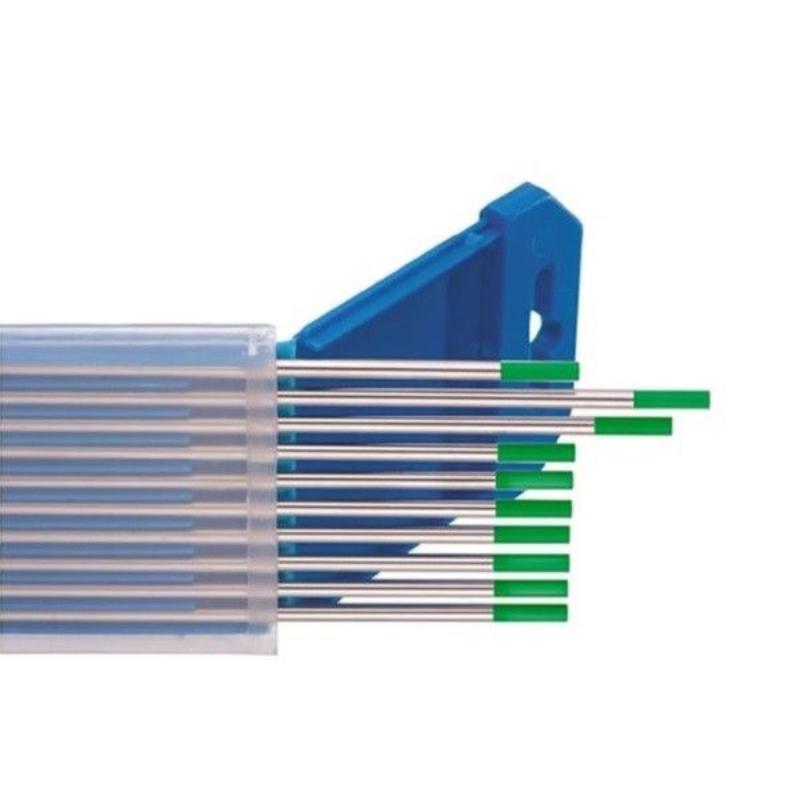
Вольфрамовые электроды WP зеленые - используются для TIG сварки в среде инертных газов. Подходят для сварочных работ по алюминию и изделиям из магния на переменном токе. Способен работать не только в аргоновой, но и гелиевой среде. Зеленый цвет вольфрамового электрода указывает, что он сделан из чистого вольфрама. Примеси других металлов отсутствуют.Отличаются устойчивой дугой. Рабочий конец электрода необходимо очищать, чтобы исключить получение некачественного шва. Преимущества Рекомендовано при сварке на переменном синусоидальном токе магния, алюминия и сплавов Электроды обеспечивают достойную устойчивость дуги в гелиевой и аргоновой среде. Конец электрода в данном случае формируют в виде шарика

DEKA
Бигам
248
Вольфрамовые электроды WC-20, серые - предназначены для аргонодуговой сварки. Используется для сварки меди, титана, молибдена, нержавеющей стали и прочих схожих металлов. Подходит для сварочных работ постоянным и переменным током (AC/DC). Отличается высокими эксплуатационными свойствами и имеет незначительный расход во время сварочного процесса. Обладает хорошей зажигаемостью. Преимущества Сплав вольфрама с 2% оксида церия улучшает эмиссию электрода Улучшает начальный запуск дуги и увеличивает допустимый сварочный ток
DEKA
Бигам
183
Вольфрамовые электроды WP зеленые. Сварка Al, Mg и их сплавов на переменном токе (AC). Сварочные электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором). Преимущества Рекомендовано при сварке на переменном синусоидальном токе магния, алюминия и сплавов Электроды обеспечивают достойную устойчивость дуги в гелиевой и аргоновой среде. Конец электрода в данном случае формируют в виде шарика

DEKA
Бигам
369
Вольфрамовые электроды WC-20, серые - предназначены для аргонодуговой сварки. Используется для сварки меди, титана, молибдена, нержавеющей стали и прочих схожих металлов. Подходит для сварочных работ постоянным и переменным током (AC/DC). Отличается высокими эксплуатационными свойствами и имеет незначительный расход во время сварочного процесса. Обладает хорошей зажигаемостью. В составе вольфрамового электрода имеется примесь оксида церия (2%). Преимущества Сплав вольфрама с 2% оксида церия улучшает эмиссию электрода Улучшает начальный запуск дуги и увеличивает допустимый сварочный ток

Ярпожинвест
Бигам
600
Огнетушитель порошковый ОП-3 Ярпожинвест (г. Ярославль) - универсальный переносной огнетушитель закачного типа. Масса заряда огнетушащего вещества - 3 кг. Ранг по модельным очагам: 1А, 34В, С, Е (до 1000В). Порошковый огнетушитель предназначен для оперативного устранения очага возгорания. Мелкодисперсная минеральная пыль огнетушащего порошка перекрывает доступ к кислороду, практически моментально прекращая процесс горения. Огнетушитель особенно эффективен для локализации пожара на начальной стадии. Преимущества Не предназначен для локализации возгораний металлов и прочих материалов, способных гореть без доступа воздуха Рекомендуется для оснащения: бытовых объектов (квартиры, дома, офисы, гостиницы и пр.); автомобилей и гаражей; противопожарных щитов Не рекомендуется тушение электронного и иного ценного оборудования при помощи порошкового огнетушителя, в связи со сложностью ликвидации порошка В помещениях небольшого размера возникает запыленность, что приводит к снижению видимости Охлаждающий эффект при тушении отсутствует, что может привести к повторному возгоранию

СЗСМ
Бигам
918
Электроды СЗСМ ОЗЛ-8 4ммпредназначены для сварки методом MMA узлов конструкций из сталей марок 08Х18Н12Т, 08Х18Н10Т, 12Х18Н9 и им подобных. Сварка ведется во всех пространственных положениях, кроме вертикального сверху вниз. Работы следует проводить на постоянном токе обратной полярности. Параметры Расход электродов на 1 кг наплавленного металла - 1.7 кг Временное сопротивление разрыву - 540 Мпа Относительное удлинение - 30% Ударная вязкость - 100 Дж/см2 Коэффициент наплавки - 13 г/Ач Химический состав наплавленного металла C: <0.09% Mn: 1-2% Si: 0.3-1.2% S: <0.02% Ni: 7.5-10% Cr: 18-21.5% P: <0.03% Рекомендуемое значение тока при соответствующем положении шва Нижнее:120-150А Вертикальное:100-125А Потолочное:100-125А
Kobelco
Бигам
4500
Электроды Kobelco ЛБ-52У 4ммпредназначен для ручной дуговой сварки труб из сталей прочностных классов до К54 включительно и от К55 до К60 включительно. Позволяет получить отличный наплавленный металл шва и аккуратный корневой чешуйчатый валик без дефектов при сварке с одной стороны соединения. Обеспечивает высокую ударную вязкость, стойкость к растрескиванию и намного лучшую стабилизацию дуги и проплавление, чем другие низководородные электроды. Перед использование электроды необходимо прокалить при температуре 300-350оС в течение 0.5-1 часа. Механические свойства Предел текучести — 455 Н/мм2 Предел прочности — 530 Н/мм2 Удлинение — 35% RA — 75% Ударная вязкость — 130 Дж/см2 Содержание диффузионного водорода — 1.6 мл/100 г. Химический состав наплавленного металла C: 0.06% Mn: 1.01% Si: 0.49% S: 0.004% P: 0.013% Ni*: 0.01% Cr*: 0.03% Mo*: 0.01% Рекомендуемое значение тока F: 130-180 А V&OH;: 110-170 А OSW: 90-140 А

СЗСМ
Бигам
750
Электроды МР-3С предназначены для сварки методом MMA углеродистых сталей с содержанием углерода до 0.25%, когда к формированию швов предъявляют повышенные требования. Сварка ведется во всех пространственных положениях, кроме вертикального сверху вниз. Работы следует проводить на постоянном токе обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5) В. Наплавленный металл образует ровный и высококачественный шов. Параметры Расход электродов на 1 кг наплавленного металла - 1.7 кг Временное сопротивление разрыву - 480 Мпа Относительное удлинение - 22% Ударная вязкость - 100 Дж/см2 Коэффициент наплавки - 8.5 г/Ач Химический состав наплавленного металла C: <0.10% Mn: 0.5-0.7% Si: 0.1-0.2% S: <0.40% P: <0.04% Рекомендуемое значение тока при соответствующем положении шва Нижнее: 90-100 А Вертикальное: 70-90 А Потолочное: 70-90 А

СЗСМ
Бигам
960
Электроды СЗСМ ОЗС-12предназначены для сварки методом MMA углеродистых сталей с содержанием углерода до 0.25%, когда к формированию швов предъявляют повышенные требования. Сварка ведется во всех пространственных положениях, кроме вертикального сверху вниз. Работы следует проводить на постоянном токе обратной полярности и переменным током. Наплавленный металл образует ровный и высококачественный шов. Параметры Расход электродов на 1 кг наплавленного металла - 1.7 кг Временное сопротивление разрыву - 480 Мпа Относительное удлинение - 22% Ударная вязкость - 100 Дж/см2 Коэффициент наплавки - 8.5 г/Ач Химический состав наплавленного металла C: <0.12% Mn: 0.5-0.7% Si: 0.1-0.2% S: <0.04% P: <0.04% Рекомендуемое значение тока при соответствующем положении шва Нижнее: 90-100 А Вертикальное: 70-90 А Потолочное: 70-90 А